
Voici ce qui fait suite au paragraphe sur le soudage en mode alternatif , qui fait partie du livre sur le soudage
5.2.9 Réglage des paramètres avec les procédé MIG/MAG ( GMAW )
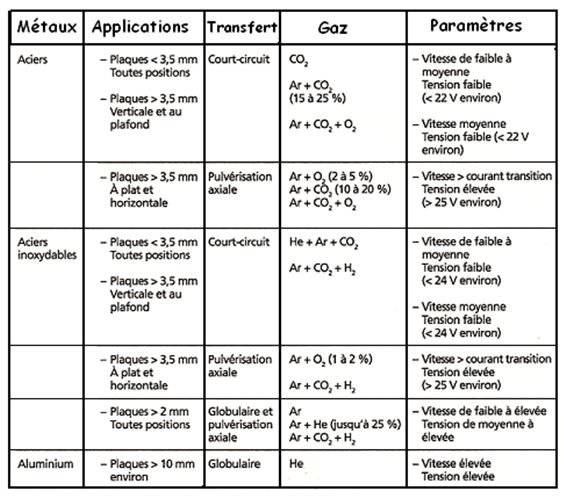
Le tableau ci-dessous présente les types de gaz , les modes de transfert et les applications possibles pour différents matériaux soudés avec ces procédés.
Paramètres de soudage en MIG/MAG
Le procédé de soudage GMAW dépend d’un certain nombre de facteurs :
- La tension de soudage ( longueur d’arc )
- La vitesse de dévidage ( contrôle de Is )
- L’ inductance ( ajustable pour fonctionner avec une majorité de sources d’alimentation ).
- Le type et débit du gaz de protection
- La polarité.
5.2.10 Préparation des pièces à souder
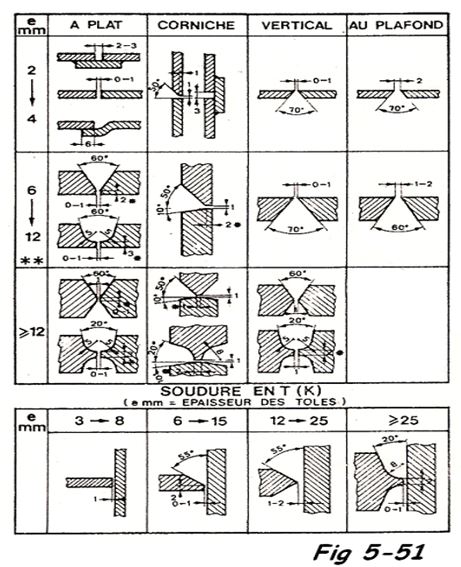
Remarques :
* Pour les procédés automatiques, les méplats seront portés à 5 mm
** Les épaisseurs de 6 à 12 mm peuvent également se souder à plat sans préparation, mais en adoptant un écartement entre bords = e/5 mm.
– La section des joints et par là le volume de ceux-ci peuvent être calculés en adoptant la Fig 4-39g.
Voir aussi le paragraphe précédent sur le soudage en courant alternatif , le suivant Défauts en soudage MAG ou le sommaire du livre sur le soudage
Produits Rocdacier
Quelques produits sont en vente sur le site : livres, posters, vêtements ignifugés, stickers…







