
Même s’il éxiste déja un cours sur les défauts des soudures , en voici un qui est spécifique au soudage MAG . Vous pouvez aussi voir le cours sur les paramètres de soudage MAG ou le sommaire
5.2.12 Défauts courants en soudage semi-automatique
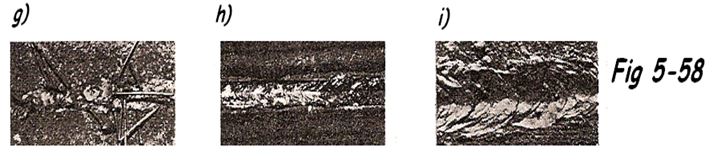
La Fig 5-58 donne les divers défauts rencontrés en short-arc (court-circuit).
a) Fusion incomplète
- Courant trop élevé, tension trop basse
b) Excès de pénétration - Ouverture trop importante, vitesse de déplacement trop grande, courant trop élevé, distance du fil au joint trop faible
c) Pénétration insuffisante - Courant trop faible, distance du fil trop grande, vitesse de déplacement trop rapide, mauvaise technique de soudage

d) Joint fondu
- Courant trop fort, déplacement trop lent, ouverture du joint trop importante
e) Porosité en surface - Manque de gaz de protection, joint pas assez propre, courant d’air, gaz humide ou contaminé
f) Mauvaise apparence du cordon - Courant trop élevé, défaut de préparation du joint, mauvaise technique de soudage

g) Baguettes
- Cadence de travail rapide, électrode trop proche du bain
h) Pénétration inégale - Mauvais angle de soudage, mauvaise technique de soudage
i) Surface du joint concave - Tension trop grande, vitesse de travail trop lente, ouverture du joint trop importante
Voir aussi le cours sur les défauts en soudage , ou le cours sur le soudage MAG . Vous pouvez aussi voir le cours sur les paramètres de soudage MAG , le suivant qui parle de la sécurité des soudeurs en soudage MAG ou le sommaire
Produits Rocdacier
Quelques produits sont en vente sur le site : livres, posters, vêtements ignifugés, stickers…







