Sommaire du cours sur la soudure à l'arc à l'électrode enrobée.
Soudure à l’arc, a la baguette, procédé 111, MMA (Manuel Metal Arc), SMAW (Shielded Metal Arc Welding) ou encore SAEE (Soudage à l’Electrode Enrobée) sont les différents noms que l’on trouve pour ce procédé:
- Définitions de la soudure à l’arc (électrode enrobée) ! Procédé 111
- Schéma du soudage à l’arc
- L’arc électrique
- Installation d’un poste à souder à l’électrode enrobée
- Amorçage et stabilité de l’arc électrique
- Influence de l’intensité en soudage à l’arc avec électrode enrobée
- Nature du courant de soudage et polarité en soudage à l’arc
- — Le courant continu (ou redressé)
- — Le courant alternatif
- Choix du courant de soudage et de la polarité en fonction des matériaux soudés
- Les sources de courant ! Caractéristiques du transformateur
- La prévention des risques pour les soudeurs à l’arc

Définitions du soudage à l'arc (électrode enrobée) ! Procédé 111
Le soudage à l’électrode enrobée est souvent appelé « soudage à l’arc », il utilise des baguettes comme métal d’apport .
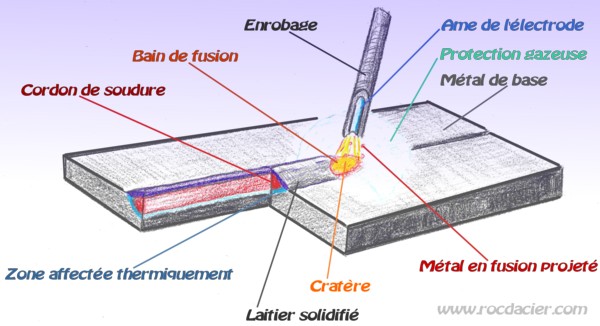
La soudure autogène à l’électrode enrobée consiste à mettre en fusion l’acier des pièces à souder et de les assembler grâce à un métal d’apport (l’âme de l’électrode).
Pour obtenir cette fusion, il faut une température très élevée,(3200°C) qui est obtenue par court-circuit entre deux électrodes (la pièce à souder et l’électrode) en créant un arc électrique qui est une sorte d’étincelle continue de très forte puissance qui dégage à la fois une lumière et une chaleur intense.
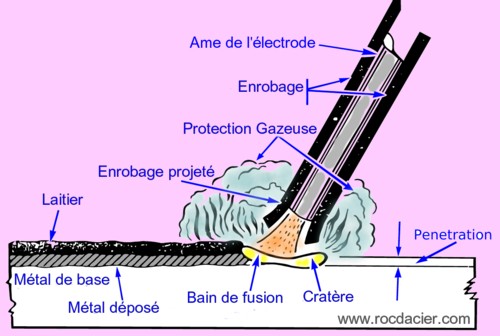
La « baguette » fond dans le bain de fusion formant ainsi la soudure, l’enrobage de l’électrode (laitier ) fond à la température de l’arc et protège la soudure contre l’oxydation.

NOTA : Soudure MMA est un terme fréquemment utilisé pour désigner le soudage à l’électrode enrobée.
Schéma pour une soudure à l'arc (électrode enrobée)
L'arc électrique
- la présence d’une tension suffisante entre les électrodes
- le maintien d’une intensité minimale
- un milieu suffisamment ionisable.
Installation d'un poste à souder à l'arc électrode enrobée
Schéma de l’installation:
- Prise de raccordement électrique de 380V, permet la mise sous tension du poste à souder .
- Poste à souder , transformateur de courant.
- Pince de masse, passage du courant électrique se fixe sur un établi ou une pièce à souder
- Support métallique (flan de tôle), permet le passage du courant de la masse vers l’élément à souder.
- Porte électrode, porte électrode.
- Etabli, permet de travailler de façon idéale.

L’arc électrique
La technologie Inverter des postes MMA
La technologie Inverter dans un poste à souder MMA (à l’électrode enrobée) repose sur un système électronique avancé qui convertit le courant alternatif (AC) du secteur en courant continu (DC), puis en un courant haute fréquence. Ce procédé est plus efficace que les postes à souder traditionnels à transformateur, qui sont généralement plus encombrants et lourds.
Les avantages des postes à souder Inverter :
- Compacité et légèreté : Grâce à l’électronique, les postes Inverter sont plus légers et compacts, ce qui les rend facilement transportables.
- Meilleure stabilité de l’arc : La conversion en courant haute fréquence permet un contrôle plus précis du courant de soudage, offrant ainsi une meilleure stabilité de l’arc, un amorçage plus facile et un soudage plus fluide.
- Polyvalence : Les postes Inverter peuvent souvent être utilisés avec une variété d’électrodes et pour plusieurs types de soudures, y compris TIG et MIG avec certains modèles.
- Consommation énergétique réduite : Ils sont plus économes en énergie car ils utilisent l’électricité de manière plus efficace, ce qui peut réduire les coûts à long terme.
- Fonctionnalités avancées : De nombreux modèles Inverter offrent des fonctions comme l’anti-collage, l’amorçage à chaud (Hot Start) pour un démarrage facile, et l’Arc Force pour améliorer la qualité des soudures dans les situations difficiles.
Vidéos de soudage à l'électrode enrobée
Amorçage en soudage à l'arc et stabilité de l'arc électrique
L’amorçage d’un arc électrique est la création dans la veine d’air d’un arc électrique entre l’électrode (ou baguette) et la pièce à souder. Pour amorcer, il suffit de gratter la tôle. Il faut éviter de taper les électrodes. Parfois, lorsque l’on débute surtout, ou que les électrodes sont humides, ou que les intensités sont faibles, les électrodes collent à la pièce.
La stabilité de l’arc électrique dépend de la facilité qu’a le soudeur à maintenir l’arc aussi régulier que possible. Pour réussir une soudure de qualité, la stabilité de l’arc est essentielle. Elle est influencée par la qualité du générateur de soudage utilisé, mais aussi par :
- les caractéristiques du courant (nature, polarité, intensité, fréquence)
- la conductivité du milieu (selon la nature de l’enrobage)
- la longueur d’arc (le plus court possible)
Influence de l'intensité en soudage à l'arc avec électrode enrobée
- En soudage à plat : I=50x(Diamètre électrode – 1)
- En soudage en angle intérieur (Il faut 20% de plus qu’en soudage à plat, donc): I=60x(Diamètre électrode – 1)
- En soudage en angle extérieur (Il faut 20% de moins qu’en soudage à plat, donc): I=40x(Diamètre électrode – 1)
Nature du courant de soudage et polarité en soudage à l'arc
Le courant continu (ou redressé)
Ce courant produit un arc de grande stabilité. Il permet aussi de choisir la polarité de l’électrode. Il est recommandé dans la plupart des cas.
Aux intensités élevées, il présente l’inconvénient de provoquer une déviation gênante de l’arc par un phénomène que l’on appelle soufflage magnétique.
Ensuite, la polarité a aussi une importance non négligeable.
En polarité directe, l’électrode est reliée au pôle négatif (-). Elle est cathode. Le courant va de l’ électrode vers la pièce. Le bain de fusion est étroit est profond. Cette polarité favorise la pénétration et c’est la plus utilisée.
En polarité inverse, l’électrode est reliée au pôle positif (+). Elle est anode. Le courant va de la pièce vers l’électrode. Le bain de fusion est large et peu profond. l’ électrode est très chaude. On utilise cette polarité pour certains métaux ou pour limiter le taux de dilution .
Le courant alternatif
Ce courant est produit par des transformateurs. Il présente l’inconvénient de produire un arc de stabilité moindre. Pour remédier à cela on utilise des électrodes à enrobage ionisant.
Choix du courant de soudage et de la polarité en fonction des matériaux soudés
| Courant alternatif | Courant continu | ||
| Polarité directe | Polarité inverse | ||
| Aciers non alliés | + | ++ | |
| Aciers inoxydables | + | ++ | |
| Fontes | + | ++ | |
| Aluminium et alliages | ++ | + | |
| Rechargements durs | + | ++ | |
| Electrodes basiques | > | ++ | |
Les sources de courant ! Caractéristiques du transformateur de soudage
L’installation comporte toujours, un générateur de courant, une pince porte électrode et une prise de masse.
Suivant les techniques de soudage pour lesquelles sont construits les postes , les caractéristiques de la source changeront. Comme le soudage à l’arc avec électrodes enrobées est manuel, on a des variations importantes de la longueur d’arc. La tension varie, donc l’intensité varie. Pour améliorer la stabilité de l’arc, on utilisera des postes à caractéristiques tombantes.
Pour le soudeur, les caractéristiques les plus importantes sont:
- la nature du courant délivrée
- la tension à vide U0
- la plage de réglage des intensités
- le facteur de marche
10 conseils ou astuces pour la soudure à l'électrode
Voici 10 conseils et astuces pour améliorer tes compétences en soudage à l’électrode enrobée (aussi appelée soudure à l’arc manuel ou MMA) :
1. Choisir la bonne électrode
- Sélectionne l’électrode en fonction du type de métal à souder (acier doux, acier inoxydable, fonte) et de l’épaisseur. Chaque type d’électrode a des propriétés spécifiques (6013 pour les aciers doux, 7018 pour une meilleure résistance mécanique).
2. Ajuster le courant de soudage
- Adapte le réglage de l’ampérage en fonction du diamètre de l’électrode. Un courant trop faible peut provoquer des soudures froides, tandis qu’un courant trop élevé risque de percer le métal.
3. Maintenir un angle correct
- L’angle de l’électrode par rapport à la pièce est crucial. Un angle d’environ 15 à 30 degrés est idéal pour une bonne pénétration et un meilleur contrôle du bain de fusion.
4. La vitesse de soudage
- Une vitesse trop rapide peut entraîner des soudures avec une pénétration insuffisante, tandis qu’une vitesse trop lente peut provoquer des surépaisseurs. Trouve un rythme constant et régulier pour obtenir des soudures propres.
5. Préparer les surfaces
- Les pièces à souder doivent être propres (pas de rouille, peinture, graisse, etc.). Utilise une brosse métallique ou une meuleuse pour nettoyer avant de souder, cela améliore la qualité de la soudure.
6. Utiliser la bonne longueur d’arc
- Une longueur d’arc trop longue peut entraîner des projections, un mauvais aspect de la soudure, et une faible pénétration. Garde l’arc aussi court que possible, idéalement la même distance que le diamètre de l’électrode.
7. Préchauffer les pièces épaisses
- Pour des pièces épaisses ou des métaux difficiles à souder, un préchauffage léger peut aider à réduire les contraintes thermiques et améliorer la fusion des métaux.
8. Observer le bain de fusion
- Observe attentivement la fusion du métal au fur et à mesure que tu avances. Cela te permettra de repérer les signes d’une bonne pénétration ou d’éventuels défauts à corriger immédiatement.
9. Prendre des pauses régulières
- Surtout pour les grosses soudures, laisse refroidir régulièrement le poste de soudage pour éviter la surchauffe de l’électrode et de la machine, ce qui peut altérer la qualité de la soudure.
10. S’entraîner régulièrement
- Comme toute compétence manuelle, le soudage demande de la pratique. Plus tu souderas, plus tu deviendras à l’aise avec les différents types d’électrodes, les réglages de l’ampérage et les positions de soudage.
Souder à l'arc l'aluminium
Il est possible de souder de l’aluminium avec un procédé de soudage à l’électrode enrobée (MMA), mais ce n’est pas la méthode la plus courante ni la plus recommandée pour ce métal. Voici quelques points à prendre en compte :
1. Électrodes spéciales pour aluminium
- Il existe des électrodes enrobées spécifiquement conçues pour souder l’aluminium. Cependant, ces électrodes sont plus difficiles à utiliser en raison des propriétés particulières de l’aluminium, notamment sa conductivité thermique élevée et sa faible température de fusion.
2. Problèmes fréquents
- Oxydation : L’aluminium forme rapidement une couche d’oxyde en surface qui a un point de fusion beaucoup plus élevé que l’aluminium lui-même. Cela complique la soudure à l’arc manuel.
- Pénétration limitée : La soudure à l’électrode enrobée a souvent du mal à pénétrer correctement l’aluminium en raison de sa conductivité thermique élevée.
- Projections : Le soudage de l’aluminium en MMA produit souvent beaucoup de projections et peut laisser une soudure irrégulière.
3. Préchauffage requis
- Il est souvent nécessaire de préchauffer l’aluminium avant de le souder à l’électrode enrobée pour compenser sa conductivité thermique et obtenir une fusion adéquate.
4. Techniques alternatives
- TIG (Tungsten Inert Gas) : Le soudage TIG est la méthode la plus courante et la plus recommandée pour l’aluminium, car il permet un meilleur contrôle et une soudure plus propre.
- MIG (Metal Inert Gas) : Le procédé MIG est également une méthode populaire pour souder l’aluminium, en particulier pour les pièces plus épaisses ou les grands projets industriels.
Conclusion
Le soudage de l’aluminium en MMA est possible avec des électrodes spéciales, mais il présente de nombreuses difficultés et est rarement utilisé pour des soudures de haute qualité. Pour obtenir de meilleurs résultats, il est préférable d’utiliser des procédés comme le TIG ou le MIG, qui sont spécifiquement adaptés à l’aluminium.
Questions fréquemment posées en soudure à l'arc
Voici une série de questions-réponses que les soudeurs amateurs peuvent se poser en dehors des conseils que j’ai déjà donnés sur le soudage à l’électrode enrobée (MMA). Ces questions abordent des aspects pratiques et des problématiques que beaucoup rencontrent.
1. Pourquoi ma baguette d’électrode colle-t-elle au métal pendant que je soude ?
- Cela peut être dû à une intensité trop basse ou à un mauvais angle de soudage. Lorsque l’intensité est trop faible, l’arc ne se forme pas correctement, et l’électrode risque de coller au métal. Essaie d’augmenter légèrement le courant ou de maintenir un meilleur contrôle sur l’angle de l’électrode.
2. Pourquoi ma soudure est-elle poreuse ou contient des bulles ?
- La porosité dans les soudures est généralement causée par la contamination de la surface ou une humidité dans l’électrode. Assure-toi que le métal est bien nettoyé et que tes électrodes sont bien sèches avant de les utiliser. Range-les dans un endroit sec ou dans un four spécifique pour électrodes si nécessaire.
3. À quoi sert le laitier qui se forme après le soudage ?
- Le laitier est un résidu qui se forme à la surface de la soudure pour protéger le cordon de la contamination de l’air pendant le refroidissement. Il est important de l’enlever avec un marteau à piquer une fois que la soudure a refroidi pour évaluer la qualité de la soudure.
4. Comment éviter que mes soudures ne se fissurent après refroidissement ?
- Les fissures peuvent être causées par une contrainte thermique excessive ou un mauvais contrôle du refroidissement. Pour éviter cela, tu peux préchauffer les pièces avant de souder, utiliser un métal d’apport approprié, et veiller à ce que les soudures refroidissent lentement, surtout sur les pièces épaisses.
5. Est-il possible de souder des métaux de différentes épaisseurs ensemble ?
- Oui, il est possible de souder des métaux de différentes épaisseurs, mais cela nécessite un bon contrôle de la chaleur. Il est souvent recommandé d’incliner l’arc légèrement vers la pièce plus épaisse pour éviter de percer la plus fine, et d’ajuster l’ampérage en conséquence.
6. Comment choisir la bonne polarité pour souder ?
- La polarité dépend du type d’électrode que tu utilises. Certaines électrodes nécessitent une polarité continue (DC+) pour une meilleure pénétration, tandis que d’autres fonctionnent mieux en polarité continue inverse (DC-) ou en courant alternatif (AC). Réfère-toi aux spécifications de l’électrode.
7. Est-il possible de souder à l’extérieur avec des conditions venteuses ?
- En extérieur le soudage à l’électrode enrobée en est possible et probablement le procédé le plus recommandé. Des vents forts peuvent perturber légèrement l’arc et affecter avec moindre importance la qualité de la soudure. Il est recommandé d’utiliser un écran pour protéger la zone de soudage du vent. Il faut surtout éviter des procédés inadaptés aux conditions extérieures, comme la soudure TIG ou MIG.
8. Pourquoi mon métal se déforme-t-il après la soudure ?
- La déformation du métal est causée par les contraintes thermiques et le retrait pendant le refroidissement. Pour limiter cela, tu peux utiliser des techniques comme le soudage par points, le soudage séquentiel ou le préchauffage, et travailler sur des sections plus petites pour mieux contrôler la distribution de la chaleur.
9. Combien de temps puis-je utiliser une électrode avant qu’elle ne devienne inutilisable ?
- Une électrode peut être utilisée jusqu’à ce qu’elle devienne trop courte pour être manipulée facilement. Si une électrode n’est pas correctement conservée ou exposée à l’humidité, elle peut se dégrader, même si elle n’a pas été utilisée.
10. Pourquoi ma soudure semble-t-elle trop large ou trop étroite ?
- La largeur de la soudure est principalement influencée par la vitesse à laquelle tu avances avec l’électrode. Si tu avances trop lentement, la soudure sera large et risque d’être trop surélevée. Si tu avances trop rapidement, la soudure sera étroite, avec une pénétration insuffisante. Ajuste ta vitesse pour obtenir un cordon régulier.
Comment choisir son poste à l'arc
Pour choisir un poste à l’électrode enrobée (MMA), il est essentiel de prendre en compte plusieurs critères en fonction de tes besoins. D’abord, définis le type de travaux que tu comptes réaliser :
Pour des soudures occasionnelles sur des matériaux fins, un poste avec une intensité allant jusqu’à 140A suffira. En revanche, pour des soudures sur des pièces plus épaisses ou des travaux réguliers, un modèle offrant une plage d’intensité plus large, allant jusqu’à 200A, sera plus adapté. Ensuite, privilégie un poste de soudage avec la technologie Inverter, plus compact, léger et offrant un meilleur contrôle de l’arc que les postes traditionnels à transformateur. Enfin, vérifie la compatibilité du poste avec le type d’électrodes que tu utilises (diamètre et type de revêtement) et assure-toi qu’il dispose d’une protection thermique pour éviter les surchauffes. Choisir un modèle avec des fonctionnalités comme l’anti-collage et l’amorçage facile peut également simplifier tes débuts dans la soudure.
Produits Rocdacier
Quelques produits sont en vente sur le site : livres, posters, vêtements ignifugés, stickers…







