
Voici un cours très, très, mais alors très… complet. Réalisé par MichelIWS…
Cette révision concerne le TIG.
Voici le sommaire:
- 1) Notions générales du procédé TIG
- 2)Le procédé TIG
- 3) Les avantages
- 4) Les inconvénients
- 5) Principaux défauts rencontrés
- 6) Domaines d’applications
- 7) Propriétés de différents gaz de protection classification par métaux
- 8) Propriétés des différents gaz de protection classification par Gaz
- 9) Les mélanges gazeux possibles pour le TIG – ISO 14175
- 10) Classification des courants utilisés en TIG et effets
- 11) Préparation des bords à souder
- 12) Amorçage
- 13) Normes liées au procédés
- 14) Les procédés 14x
- 15) Les découlants du procédés
- 16) La sécurité avec le TIG
Le procédé de soudage TIG vu par MichelIWS :
PROCÉDÉ 141 – SOUDAGE TIG GTAW, Soudage à l’arc en atmosphère inerte avec électrode de tungstène, Gas Tungsten Arc Welding, pour les allemands ce sera WIG
1) Notions générales:
- Amorçage par Lift arc, et HF (haute fréquence)
- CARACTÉRISTIQUE EXTERNE STATIQUE PLONGEANTE (I variable) OU VERTICALE(I constant)
- On sera dans 99 % des cas en courant continu à polarité directe (Normale) c’est à dire le – à l’électrode.
- Courant alternatif / Courant continu ou redressé / Courant Pulsé
- TENSION CONVENTIONNELLE U = 10 + (0,04 I) (jusqu’à I = 600 A)
- I = (U-10)/0,04
- Intensité dépendra de l’épaisseur à souder. Règle simplifiée 25 à 50 X ep à souder (10 à 400 A)
- Coefficients de transmission de la chaleur dans la pièce pour ce procédé: 20 à 50 %
- Épaisseurs : 0,8 à 8 mm/ Vitesse linéaire de soudage courante de 5 à 30 cm/min, parfois plus élevées, jusqu’à 50cm/min
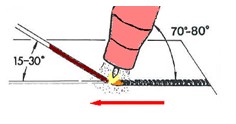
- Tig fil chaud sens d’avance (tiré), inverse au Tig habituel (poussé)
- En POUSSÉ plus de remplissage et Vers la gauche
2) Le procédé
Il utilise un arc électrique entre une électrode réfractaire de tungstène et la pièce à souder. Un gaz inerte protège la zone de métal en fusion contre l’air ambiant durant le soudage.
3) Les avantages
- Soudage de précision, Soudure « propre » et de très haute qualité
- Peu de déformations des pièces soudées
- Aspect et esthétique de la soudure
- Pas de laitier et pas besoin de nettoyer la soudure
- Soudage de presque tous les métaux (incluant les métaux de faible soudabilité hors fonte)
4) Les inconvénients
- Procédé de soudage(Vitesse linéaire de soudage de 5 à 30 cm/min, Taux de dépôt rarement supérieur à 300 grammes/ heure.
- Préparation de joints à partir de 3 mm
- Dans le cas de fortes épaisseurs, on utilise le TIG pour faire des passes de pénétration, et ensuite, bourrage par un autre procédé (111 135) (bourrage = remplissage par passes multiples, empilées)
5) Principaux défauts rencontrés
- Inclusions de tungstène liés à la dextérité du soudeur
- Porosités, Oxydation, Rochage (mousse métallique)
- Manques de fusion, manque de pénétration, fissuration.
6) Domaines d’applications
Nucléaire, chimie, aéronautique et industries alimentaires, pétrochimie etc.
7) Propriétés de différents gaz de protection classification par métaux
Le rôle du gaz est de protéger l’électrode et le bain de fusion contre les agents oxydants de l’atmosphère ambiante, on sera dans 99 % des cas en courant continu à polarité directe (Normale) c’est à dire le – à l’électrode.
| Cycle soudage : Pré gaz : éviter les sur-pressions purger le système, avoir un arc dans une atmosphère inerte Post gaz : éviter l’oxydation du bain de fusion, du métal de base et de l’électrode. |
|||||
|
Type de métal |
Épaisseurs criticité |
Type de courant |
Électrodes utilisables |
Gaz |
Gaz |
|
Aluminium (carre) 40–50 A/mm |
-Toutes – Épais seulement – Mince seulement | Alternatif (CA) recommandé CC (-) Polarité Directe acceptable CC (+) |
Lanthane Wla20 bleu Thorium Wth20 Rouge Pure (WP) verte zirconium Wzr8 blanche diametre important pour lissage |
Argon Argon hélium Hélium (CC-) |
Non obligatoire mais peut améliorer le profil |
|
Cuivres et alliages 75-80A/mm |
Toutes Mince seulement | CC polarité Directe (-) |
Lanthane Wla20 bleu Thorium Wth20 Rouge Pure (WP) verte Zirconium Wzr8 blanche |
ArgonArgon-Hélium | Argon |
|
Type de métal |
Épaisseurs criticité |
Type de courant |
Électrodes utilisables |
Gaz |
Gaz |
|
Magnésium et |
Toutes Mince seulement | Alternatif (CA) CC |
Lanthane Wla20 bleu Thorium Wth20 Rouge Pure (WP) verteZirconium Wzr8 blanche |
Argon | Indispensable Argon |
|
Acier doux, 30-40 A/mm |
Toutes Mince seulement | CC Polarité Directe (-) |
Lanthane Wla20 bleu Thorium Wth20 Rouge Pure (WP) verte Zirconium Wzr8 blanche |
Argon Argon-hélium (fortes ép) Azote interdit |
Non obligatoire |
|
Acier 30-40 A/mm |
Toutes Mince seulement | CC Polarité Directe (-) |
Lanthane Wla20 bleu Thorium Wth20 Rouge Pure (WP) verteZirconium Wzr8 blanche |
Argon Argon-hélium Argon-hydrogène | Indispensable Argon Azote Azote – Hydrogène |
|
Nickel Groupe 9 |
Toutes | CC Polarité Directe (-)
|
Lanthane Wla20 bleu |
Argon | Argon |
|
Type de métal |
Épaisseurs criticité |
Type de courant |
Électrodes utilisables |
Gaz |
Gaz |
|
Titane |
Très sensible à l’oxydation Toutes | CC Polarité Directe (-) |
Lanthane Wla20 bleu Thorium Wth20 Rouge |
Argon U Buse + traînard ou en «Boite à gants» |
Argon U Débits élevés hélium |
|
Zirconium |
Très sensible à l’oxydation Toutes | CC Polarité Directe (-) |
Lanthane Wla20 bleu Thorium Wth20 Rouge |
Argon U Buse + traînard ou en «Boite à gants» |
Argon U Débits élevés |
8) Propriétés des différents gaz de protection classification par Gaz
|
GAZ |
Groupe |
Effets sur le bain |
| Argon Ar | I1 Inerte |
Pour tous les métaux Tension à vide 60 Volts − Potentiel d’ionisation bas , amorçage facile − Permet de souder avec une forte intensité (à 80 % et plus). − Beaucoup de soufflage de l’arc − Peu de projections − Pénétration étroite − Bonne stabilité de l’arc Pour les aciers coté endroit (fortes épaisseurs mélange argon hélium) − Plus lourd que l’air (densité 1,4) − Basse tension d’arc (soude surtout des pièces minces, soit moins de 6 mm) − Bonne action nettoyante (notamment pour les métaux qui s’oxydent en surface comme l’aluminium) − Arc stable − Le volume de gaz est restreint. (diamètre de buse = débit litre minute) − Déconseillé pour le soudage automatique (à cause de la grande vitesse de soudage) on obtient un très bon mouillage, un arc stable, bonne vitesse de soudage. |
| Mélanges possibles I3 Ar He -30 soit 30% d’hélium dans l’argon H augmentera la pénétration, He élargira le bain de fusion |
||
|
GAZ |
Groupe |
Effets sur le bain |
| Hélium He | I2 Inerte |
(surtout utilisé en mélange) Pour les Aciers Alumineux Cuivreux − Courant continu polarité Directe Tension à vide 75 VOLT − Potentiel d’ionisation élevé (haute tension) − Stabilité de l’arc moins grande qu’avec l’argon − Cordon de soudure large , bon mouillage, bonne vitesse de soudage − Haute tension d’arc (donc plus de chaleur, ce qui permet le soudage de pièces plus épaisses) pénétration améliorée − ZAT plus petite à vitesse d’avance plus rapide(donc moins de déformations) − Le volume de gaz doit être élevé. − Très sensible aux courants d’air − Déconseillé avec du courant alternatif à cause de la difficulté d’amorçage de l’arc Il permet à l’arc électrique d’être plus énergique, une meilleure pénétration, un meilleur mouillage, une vitesse de soudage accrue. On constate aussi, une pénétration plus large en racine, une meilleure compacité, une meilleure interpénétration entre passes. |
| Hydrogène H² | R Réducteur |
(surtout utilisé sous forme de mélange) Pour les Aciers non trempants, inoxydables austénitiques − Réducteur avide O2, O3 − Potentiel d’ionisation très élevé − Forte pénétration − Vitesse de soudage rapide − Soluble dans les métaux en fusion Ses avantages sont que regroupés à l’Argon, il donnera un arc plus énergique et réduira les oxydes: > Performances accrues (pénétration, vitesse de soudage) > Cordon brillant et de bel aspect. Inconvénients : > Les soufflures en soudage multi-passes > Risques de fragilisation des aciers non et faiblement alliés Très inflammable |
| Azote N² |
N Faible réactivité |
surtout utilisé en envers sur les inoxydables austénitiques |
9) Les mélanges gazeux possibles pour le TIG – ISO 14175
| Groupe principal/ sous groupe |
Composition |
| R1 à R2 | Argon et hydrogène |
| N1 | 100 % Azote |
| N2 à N3 | Argon et Azote |
| N4 | Argon solde-hydrogène (O,5-10 %)-Azote(0,5-5%) |
| N5 | Hydrogène(O,5-50%) Azote (solde) |
Les électrodes réfractaires en tungstène (ISO 6848)(faible résistance électrique point de fusion élevé 3400°C)
pour électrode W pur de 2 mm de diamètre 60 ampère par mm
Pour électrodes W thorié ou Lanthane de 2 mm de diamètre 100 Ampères par mm
pour alu I entre 40 et 50 A par mm épaisseurs courant alternatif ou (en continu – sous atmosphère He)
pour inoxydables [20 à 30 A] par mm en continu polarité directe (négative)
Les électrodes en W pur sont utilisées pour le soudage de matériaux légers en CA non taillées de préférence juste avec la carre cassé.. Pour les autres applications on y incorpore des oxydes de thorium(radioactif), cérium, lanthane, zirconium cela a pour effet d’améliorer la stabilité d’arc et faciliter l’amorçage.
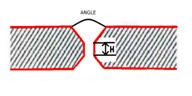
● Influence de l’affûtage de l’électrode > 30 à 60° sur 1,5mm X Ø (Si Ø supérieur à 2,5 mm) stries d’affûtage dans le sens électronique en CC (si Ø inférieur à 2,5 mm ce sera 2 X le Ø )
> Conique
> Tronconique pour courant Alternatif
> Si trop affûtée fusion de l’électrode
> Angle plus obtus donnera un arc plus large utilisable pour la refusion de caniveaux
> on peut y faire un méplat[
> attention distance buse électrode pour rester dans la protection gazeuse
Aigu:0 à 90° Obtus + de 90° Un angle d’affûtage important engendrera une soudure étroite et fort pénétrée tandis qu’un angle d’affûtage faible produira une soudure large et moins pénétrée.En règle générale, commencez avec un angle d’affûtage de 45° (2 x 22.5°) et adaptez en fonction des besoins.Un léger méplat de 0.5 à 1 mm peut être réalisé en bout d’électrode afin d’augmenter la stabilité de l’arc et d’éviter la pollution du bain par d’éventuelles inclusions de tungstène.Proscrivez tout affûtage d’électrodes « à vue » (angle mal défini et non répétitif), sur un outil servant à tout (pollution de l’électrode)
● Influence de l’Intensité sur le bain et la soudure
> plus I élevé plus l’arc sera évasé > Selon ISO 6848 Valeur Moyenne d’un petit Ø électrode 80 A/mm > Selon ISO 6848 Valeur Moyenne d’un Gros Ø électrode 100A/mm > épaisseur = intensité = Ø d’électrode = 4X Ø électrode pour la buse ( 1 litre par mm)
● Influence de la vitesse d’avance et de la longueur d’arc
> La longueur d’arc doit être égale au Ø de l’électrode (protection gazeuse)
> Si la longueur d’arc est trop longue le rendement baisse
> Stick out de l’électrode dans les 5 mm max hors joints d’angles
> Vitesse d’avance rapide = volume déposé faible la vitesse de refroidissement sera rapide avec des défauts possibles (Manque de fusion, manque de pénétration, soufflures…)Lorsque l’on augmente la vitesse de déplacement, on diminue la largeur du bain et on apporte moins d’énergie.Energie linéaire de soudage (Joules par cm) = [UxI (Watt) /Vitesse de déplacement (en cm)] X 60 La vitesse de déplacement dépasse rarement les 20 cm / minute et peut descendre à 10 cm/ minute pour le soudage circulaire.
● Les produits d’apports
Ceux ci seront déterminés en fonction des caractéristiques mécaniques et à composition chimique identiques à celui de métal de base. Sauf dans le cas d’une soudure hétérogène alors dans ce cas-ci notre métal d’apport devra pouvoir se marier avec les autres métaux, ses caractéristiques devront être équivalentes au moins bon des deux métaux. Se rapporter à Schaeffler le cas échéant.
10) Classification des courants utilisés en TIG et effets
| Nature du courant |
Effets du courants |
Métaux ou utilisation |
|
Courant continu polarité directe |
– échauffement élevé de la pièce – arc stable et de forte énergie – bain de fusion étroit et profond |
Presque tous métaux – Aciers inoxydables Austénitiques Groupe 8 (8,1/8,2/8,3)- Cuivres et alliages – Titane- Zirconium- Acier doux, acier faiblement alliés Groupe 1 (1,1/1,2/1,3/1,4)- Nickel et alliages Groupe 9 (9,1/9,2/9,3) |
| Courant continu polarité inverse CC+ Polarité de la cathode + |
– échauffement élevé de l’électrode – risque de destruction de l’électrode – bain de fusion de surface |
– Refusion de caniveau – Aluminium jusqu’à 2,5 mm |
|
Courant alternatif |
– casse la couche d’alumine en + (Al2O3) – 100 X/sec du + au – |
– Aluminium – Magnésium – Tungstène pur et Zirconium |
|
Courant Pulsé S’obtient avec générateurs utilisant l’électronique «Une claque une caresse» |
– maîtrise de l’énergie (temporisation pic haut temporisation pic bas, énergie inférieure par rapport courant lissé, contrôle des pics d’intensité) – maîtrise du bain de fusion – pénétration maîtrisée (+ étroite + petite évite effondrement du bain) – soudage en position – faibles épaisseurs – métaux à haute conductivité thermique |
– Faibles épaisseurs – Cuivre- Métaux lourds en CC- – Alliages Légers en CA |
11) Préparation des bords à souder
Elle nécessite pour ce procédé un soin important . La préparation permettra à la soudure d’être régulière et compacte à conditions que les bords aient été préparés dans les règles de l’art: écartements et formes réguliers.
Le Tig est employé jusqu’à 6 mm d’épaisseur. Au delà le remplissage se fera avec un autre procédé (MIG ou SAEE par exemple)
Les préparations seront les suivantes Selon normes ISO 9692-1
| Aciers ou alliages | Épaisseur | Type de préparations | |
| Aciers fortement alliés | Inférieure à 0,5 mm | 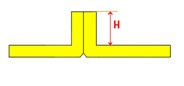
|
Bords relevés et sans jeu entre tôle Bords relevés non subsistantsH= 2,5 fois l’épaisseur Bords relevés subsistant H = 3 à 4 fois l’épaisseur |
| Comprise entre 0,5 et 3 mm | 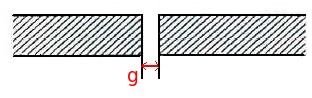 |
Bords droits avec un jeu entre les tôles fonction de l’épaisseur pour tenir compte du retrait de la soudureg = 1/10e suivant épaisseurg = + ou – L’épaisseur Si épaisseurs = 10 mm on appliquera un jeu de 1,5 mm |
|
| Épaisseur supérieure à 4 mm 3mm< e <10mm |
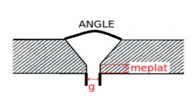 |
Chanfrein en Vé angle 40° à 60° g = 3mm +/- méplat = 2mm +/- |
|
Épaisseur supérieure à 10 mm |
 |
En X avec méplat angle 60° H = 2 à 6 mm g = 1 à 4 mm profondeur = (Épaisseur – H) /2 |
|
Épaisseur supérieure à 12 mm |
 |
En Tulipe | |
 |
|||
| Alliages légers | Épaisseur comprise entre 3mm et 1 mm |  |
|
| Épaisseur = 4 mm | Carres Fortement abattues | ||
| Épaisseur = 5 mm | Carres fortement abattues des 2 cotés | ||
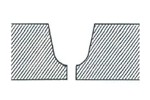
| Épaisseur Supérieure ou = à 6 mm | 70° méplat entre 2 et 2,5mm et carres abattues |
||
12) Amorçage
L’amorçage devra se faire dans le plan de joint ou sur tôle martyre sans quoi des défauts seront crées. «Mécaniquement parlant», l’amorçage se fait soit par haute fréquence soit par Lift arc.
La valeur moyenne de la tension et de la fréquence du signal HF sera supérieure à 14 Volts et la fréquence sera supérieure à 1 mégahertz, la tension pour l’amorçage HF sera entre 5000 à 6000 Volt
13) Normes liées au procédés
 ISO 6848 (2004)
ISO 6848 (2004)
ISO 14175 Gaz et Mélanges gazeux
ISO 3834-1
ISO 6947 (2011)
ISO 15608
EN 287-1 (2011)
ISO 4063
ISO 9692-1 (2004) préparations des bords
Toutes les normes liées au soudage
14) Les procédés 14x
141 : ww6 TIG wwx : Soudage à l’arc sous protection de gaz inerte avec électrode de tungstène et fil d’apport
142 : Soudage à l’arc autogène sous protection de gaz inerte avec électrode de tungstène
143 : Soudage TIG avec fil fourré ou baguette fourrée
145 : Soudage TIG utilisant un gaz réducteur et un apport sous forme de baguette ou de fil
146 : Soudage à l’arc avec électrode tungstène sous protection de gaz réducteur et fil fourré ou baguette fourrée
147 : TAG soudage à l’arc avec électrode réfractaire sous protection gazeuse active
15) Les découlants du procédés
TIG ORBITAL
TIG TOUBLE FLUX
TIG FIL CHAUD Tig fil chaud sens d’avance tiré inverse au Tig habituel (poussé)
A-TIG
TIG MULTICATHODES
16) La sécurité avec le TIG
Le rapport entre les UV émis par le TIG et l’arc électrique de l’électrode enrobée seront que le TIG en développera 4 fois plus. Le rapport pour les infra rouge lui sera de 1,5X et demi plus important chez le TIG.Ceci expliquera pourquoi la peau et les yeux doivent être protéger correctement par des vêtements de travail appropriés.Les verres inactiniques recommandés en TIG seront supérieurs pour:
moins de 50 A, un indice de 10
de 50 A à 150 A, un indice de 12
plus de 150 A un indice de 12 à 14
Vous pouvez aussi consulter:
L’ensemble des cours sur le soudage
Le soudage TIG
Le soudage MIG MAG
Le soudage AEE
Produits Rocdacier
Quelques produits sont en vente sur le site : livres, posters, vêtements ignifugés, stickers…







