Le LASER Cladding ou rechargement par LASER
PipingData application pour tuyauteur industriel
Nouveau livre sur les cours de Chaudronnerie
Calculer la masse de 2 pièces en acier
Calcul de prix matière pour une pièce métallique – portail
Révisions trigonométrie en chaudronnerie
Les différents profilés aluminium
Les soupapes de sureté en tuyauterie industrielle
Chaudronnier soudeur, un métier très recherché.
Bourses de l’Université des Métiers du Nucléaire pour quelques chaudronniers du lycée Léon BLUM au Creusot
Les profilés acier
Gants anti-coupures (acier/alu/inox)
Question sur le soudage, la chaudronnerie, tuyauterie, tôlerie?
Les avantages de l’énergie nucléaire
Le nucléaire et les différents réacteurs nucléaires
Que signifie ATEX?
Entreprise de tôlerie industrielle
Etude de pliage, Méthode « DELTA L », fibre neutre, développement CN, K-Factor
Réaliser un poêle à bois étanche
Bricoler, réparer, aménager chez soi sans matériel
Posters « Calculs en chaudronnerie »
La bride carrée en industrie
Inox X2CrNi 18-09 – 304L – 1.4307
Acier S235 JR – 1.0037 – A 570 gr 33
Poinçonnage à commande numérique
Sujet BTS 2005 (ex ROC) Etude de cotation
Sujet BTS (ex ROC 2005) Etablir un bon de commande
Sujet BTS (ex ROC 2008) Préparation du travail – calculs de temps
Sujet BTS ROC (ex 2008) Préparation d’une production
Sujet BTS (ex ROC 2000) Préparation production calcul de temps
Voici un cours concernant l’usinage. (Tournage, dressage, chariotage, tronçonnage, etc).
Son auteur m’autorise à le publier ici. Il s’agit de Robert Cirredu qui possède un site très exhaustif sur l’usinage en général.
Son site est visible ici: http://robert.cireddu.free.fr/
Vous avez aussi la possibilité de visiter le site du groupe Metalock Engineering qui propose des activités industrielles telles que l’usinage et le tournage sur site.
Leur activité concerne notamment l’usinage sur site et l’usinage d’urgence.


- 1- Les machines pour l’usinage et le tournage
- 2- Définitions des opérations de tournage
- 3- Les plaquettes d’outils
- 4- Les outils de tournage
- Désignation, mode d’action et cycle de travail.
- 5- Les portes pièces
- 6- Réalisation et caractéristiques des montages portes pièces
- 7- Conditions de coupe
Les machines pour l'usinage

Les tours à copier: Ils permettent l’usinage de pièces par reproduction, à partir d’un gabarit, grâce à un système de copiage hydraulique qui pilote le déplacement du chariot transversal. C’est une machine assez flexible qui peut convenir pour des travaux de petites à grandes séries. La génératrice des surfaces de révolution peut être quelconque.
Les tours semi-automatiques: Ce sont des tours équipés d’un traînard semblable à celui d’un tour parallèle avec une tourelle hexagonale indexable munie de 6 postes d’outils animée d’un mouvement longitudinal contrôlé par des butées. Les outillages spécialement conçus pour la machine permettent des opérations simples et précises. La commande de ces tours peut être manuelle ou en partie automatique. La flexibilité de ces machines est très limitée. On les utilisera pour des travaux de moyenne série.
Les tours automatiques: Plusieurs outils sont montés tangentiellement à la pièce. Les mouvements sont obtenus par des cames qui donnent la vitesse d’avance et la course de chaque outil. Une came est spécifique à une opération et à une pièce. Ces tours sont entièrement automatiques. Ces machines n’ont aucune flexibilité. Elle conviennent pour les très grandes séries.
Les tours automatiques multibroches: Ce type de tour comportera par exemple huit broches. Huit outils soit un par broche travaillent en même temps et effectuent une opération différente. Ce sont les broches qui tournent d’un huitième de tour pour présenter la pièce devant l’outil suivant. Lorsque les broches ont effectuées un tour complet la pièce est terminée. Il est possible de travailler dans la barre. Sur ce type de tour les réglages sont longs et le temps de passage d’une série à l’autre immobilise la machine. Ce tour sera réservé pour les grandes et très grandes séries à des pièces de dimensions réduites à cause de l’espacement entre les broches.
Les tours à commande numérique: Comme en copiage la génératrice de la pièce peut être quelconque mais ici la trajectoire de l’outil est obtenue par le déplacement simultané de deux axes dont les positions successives sont données par un calculateur travaillant à partir d’un programme propre à la pièce. Ces tours sont équipés d’un magasin d’outils et éventuellement d’un système de chargement des pièces. La flexibilité de ces machines est très grande et particulièrement bien adapté pour le travail unitaire ou les petites séries répétitives.
Définitions des opérations de tournage

Alésage: Opération qui consiste à usiner une surface cylindrique ou conique intérieure.

Dressage: Opération qui consiste à usiner une surface plane perpendiculaire à l’axe de la broche extérieure ou intérieure.

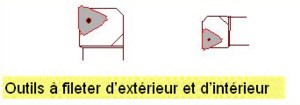
Filetage: Opération qui consiste à réaliser un filetage extérieur ou intérieur
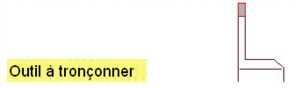
Tronçonnage: Opération qui consiste à usiner une rainure jusqu’à l’axe de la pièce afin d’en détacher un tronçon.

Perçage: Opération qui consiste à usiner un trou à l’aide d’un forêt .

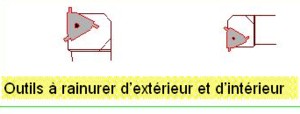
Rainurage: Opération qui consiste à usiner une rainure intérieure ou extérieure pour le logement d’un circlips ou d’un joint torique par exemple.

Chanfreinage: Opération qui consiste à usiner un cône de petite dimension de façon à supprimer un angle vif.

Plaquettes d'outils pour usinage
Les outils les plus répandus sont constitués d’une plaquette amovible montée sur un corps d’outil.
Les formes de la plaquette définissent les angles ß, er et le rayon de bec re .
Pour une meilleure résistance de la plaquette, le rayon de bec re et les angles ß et er seront maximum.
Le corps d’outil: La position de la plaquette sur le corps d’outil détermine les angles a, ? ,?s et K
Les différentes formes de plaquettes: On utilise principalement des plaquettes de formes carrés, rondes, rectangulaires, rhombiques, rhomboïdales, triangulaires. La forme de la plaquette est choisie en fonction des surfaces à obtenir et du cycle de travail. Si plusieurs formes conviennent on choisira celle qui donne la meilleure résistance mécanique (er maximum). Si le critère résistance n’est pas prépondérant, on choisira la plus économique, c’est à dire celle qui permet de disposer du maximum d’arêtes utilisables (plaquette carrée). Il existe également des plaquettes de formes hexagonale, octogonale et pentagonale.


Les plaquettes réversibles:
Une plaquette est dite réversible si elle présente un plan de symétrie parallèle à ses deux faces les plus importantes. Elle peut alors être retournée sur son corps d’outil et voit le nombre de ses arêtes doublé, ce qui la rend particulièrement intéressante du point de vue économique. Ainsi une plaquette carrée passe de 4 à 8 arêtes utilisables.

Les outils de tournage: désignation, mode d'action et cycle de travail
Pour la réalisation des diverses opérations de tournage on dispose des outils suivants:
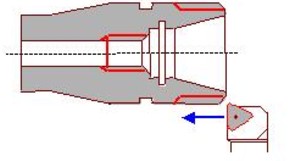
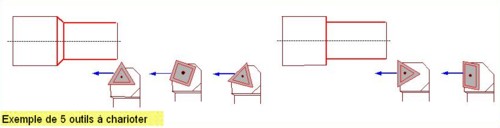
Les outils à charioter:
Une seule direction de travail possible pour la réalisation de cylindres ou de cônes extérieurs. Si la pièce comporte un épaulement on obtient une surface en travail d’enveloppe et une surface en travail de forme.
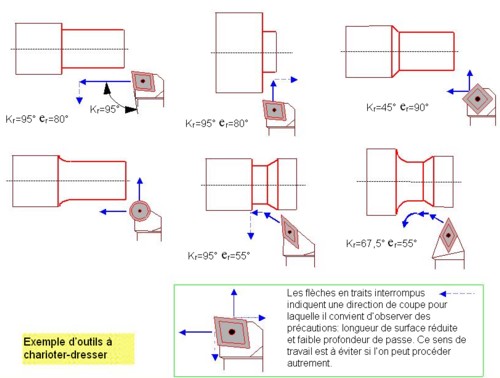
Les outils à charioter-dresser: Au minimum deux directions possibles de travail permettant à ces outils d’effectuer des opérations de chariotage et de dressage de surfaces extérieures en travail d’enveloppe.
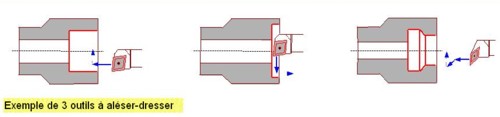
Les outils à aléser – dresser: Au minimum deux directions possibles de travail permettant à ces outils d’effectuer des opérations d’ alésage et de dressage de surfaces intérieures.
Les outils rainurer: Pour la réalisation des opérations de rainurage.
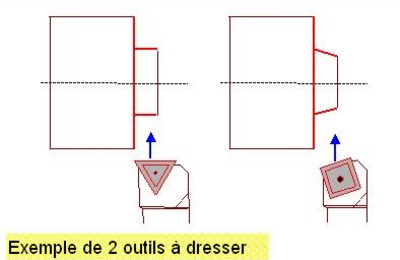
Les outils à dresser:
Une seule direction de travail possible perpendiculaire à l’axe de la pièce pour la réalisation de surfaces planes extérieures. Si la pièce comporte un épaulement on obtient une surface en travail d’enveloppe et une surface en travail de forme .
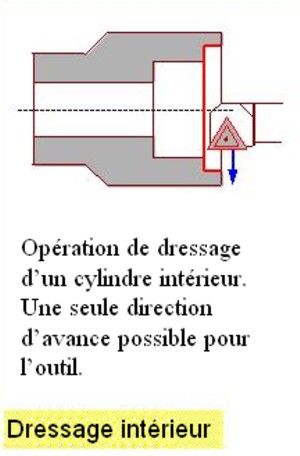
Pour les opérations d’alésage on retrouve les mêmes principes que pour les outils d’extérieurs.
Les outils à aléser: Une seule direction de travail possible pour la réalisation de cylindres ou de cônes intérieurs.
Les outils à tronçonner: Pour la réalisation des opérations de tronçonnage.
Les outils à fileter: Pour la réalisation des opérations de filetage
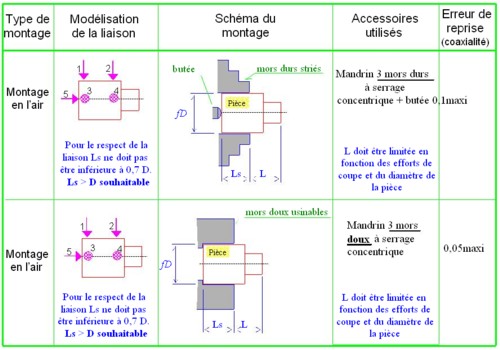
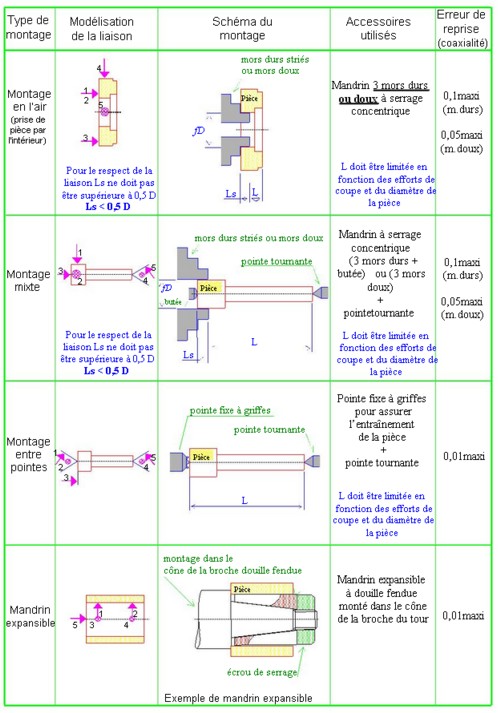
Les porte pièces
Réalisation et caractéristiques des montages portes pièces
Il s’agit des différents montages que l’on peut réaliser à l’aide des équipements standards du tour.
Conditions de coupe
ATTENTION: Les valeurs ci-dessous sont des ordres de grandeur donnés à titre indicatif pour les travaux unitaires.
Vitesses de coupe:n= Vc/(PI.D)
avec: n: fréquence de broche en tours/min
Vc: vitesse de coupe en m/min
D: diamètre usiné en m
Vitesses de coupe indicatives pour un outil en acier rapide:
– aciers courants: 20 à 25 m/min en ébauche et 25 à 30 m/min en finition
– fontes grises 18 m/min
– cuivre 35 m/min
– aluminium et alliages 80 m/min
– bronzes et laitons 40 m/min
Pour le tronçonnage, le rainurage et l’alésage réduire la vitesse d’un tiers.
Vitesses de coupe indicatives pour un outil carbure:
– de 80 à 1000 m/min (on devra limiter la vitesse de coupe à 140 m/min environ à cause du manque de puissance et de rigidité de nos machines universelles).
Vitesses d’avance:
f est exprimé en mm/tour de broche.
Valeurs indicatives:
– pour un outil en acier rapide:
0,1 à 0,3 en ébauche
0,05 à 0,2 en finition
– pour un outil carbure:
0,2 à 0,4 en ébauche
0,1 à 0,2 en finition
Produits Rocdacier
Quelques produits sont en vente sur le site : livres, posters, vêtements ignifugés, stickers…







